


Tipos de rebites e suas proporções.
O quadro a seguir mostra a classificação dos rebites em função do formato da cabeça e de seu emprego em geral.

A fabricação de rebites é padronizada, ou seja, segue normas técnicas que indicam medidas da cabeça, do corpo e do comprimento útil dos rebites. No quadro a seguir apresentamos as proporções padronizadas para os rebites. Os valores que aparecem nas ilustrações são constantes, ou seja, nunca mudam.


O quadro apresenta alguns tipos de rebite, segundo a forma de suas cabeças. Mas é grande a variedade dos tipos de rebite. Um mecânico precisa conhecer o maior número possível para saber escolher o mais adequado a cada trabalho a ser feito. Outros exemplos: - de tubo; - de alojamento; - explosivo; - com alojamentos; - distanciadores;
Além desses rebites, destaca-se, pela sua importância, o rebite de repuxo, conhecido por “rebite pop”. É um elemento especial de união, empregado para fixar peças com rapidez, economia e simplicidade. Abaixo a nomenclatura de um rebite de repuxo:
D = aba abaulada
K = aba escareada
Φ = diâmetro do rebite
H = diâmetro da aba
h = altura da aba
f = altura da aba escareada
L = comprimento do rebite

Os rebites de repuxo podem ser fabricados com os seguintes materiais metálicos: - aço-carbono; - aço inoxidável; - alumínio; - cobre; - monel (liga de níquel e cobre).
Especificação de rebites
Vamos supor que você precise unir peças para fazer uma montagem com barras de metal ou outro tipo de peça.
Se essa união for do tipo de fixação permanente, você poderá usar rebites.
Para adquirir os rebites adequados ao seu trabalho, é necessário que você conheça suas especificações, ou seja:
- de que material é feito;
- o tipo de sua cabeça;
- o diâmetro do seu corpo;
- o seu comprimento útil.
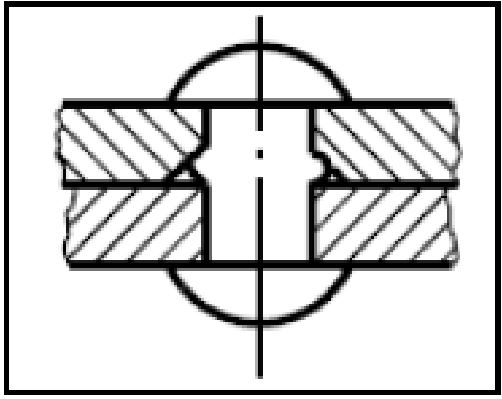
O comprimento útil do rebite corresponde à parte do corpo que vai formar a união. A parte que vai ficar fora da união é chamada sobra necessária e vai ser usada para formar a outra cabeça do rebite. No caso de rebite com cabeça escareada, a altura da cabeça do rebite também faz parte do seu comprimento útil. O símbolo usado para indicar comprimento útil é L e o símbolo para indicar a sobra necessária é z.
As figuras mostram o excesso de material (z) necessário para se formar a segunda cabeça do rebite em função dos formatos da cabeça, do comprimento útil (L) e do diâmetro do rebite (d).

Para solicitar ou comprar rebites você deverá indicar todas as especificações como: material do rebite, tipo de cabeça, diâmetro do corpo e comprimento útil. Por exemplo: Rebite de alumínio, cabeça chata, de ¼” – ½”
Processos de rebitagem
A segunda cabeça do rebite pode ser feita por meio de dois processos: manual e mecânico.
Processo manual: Esse tipo de processo é feito à mão, com pancadas de martelo. Antes de iniciar o processo, é preciso comprimir as duas superfícies metálicas a serem unidas, com o auxílio de duas ferramentas: o contra-estampo, que fica sob as chapas, e o repuxador, que é uma peça de aço com furo interno, no qual é introduzida a ponta saliente do rebite.

Após as chapas serem prensadas, o rebite é martelado até encorpar, isto é, dilatar e preencher totalmente o furo. Depois, com o martelo de bola, o rebite é “boleado”, ou seja, é martelado até começar a se arredondar. A ilustração mostra o “boleamento”.

Em seguida, o formato da segunda cabeça é feito por meio de outra ferramenta chamada estampo, em cuja ponta existe uma cavidade que será usada como matriz para a cabeça redonda.

A seguir será mostrado toda a sequencia de operações de uma rebitagem, usando-se rebites de cabeça escareada chata.
1. Prepare o material - Elimine as rebarbas dos furos a fim de assegurar uma boa aderência entre as chapas. Apoie as chapas sobre uma base sólida e repuxe os rebites. A base sólida deve estar sempre limpa, ou seja, livre de partículas sólidas.
2. Alinhe as chapas - Se necessário, prenda as chapas com grampos, alicates de pressão ou morsa manual. Se houver furos que não coincidam, passe o alargador.
3. Prepare os rebites - Calcule o comprimento do rebite de acordo com o formato da cabeça. Se necessário, corte o rebite e rebarbe-o.
4. Rebite - Inicie a rebitagem pelos extremos da linha de rebitagem. As pancadas iniciais sobre os rebites devem ser aplicadas com a face de impacto do martelo e devem ser perpendiculares em relação aos rebites. Boleie os rebites com a bola do martelo a fim de preencher todo o escareado. Termine a rebitagem dando pancadas com a face do martelo. Evite dar pancadas desnecessárias sobre os rebites, pois isto torna-os duros e frágeis.

Processo mecânico: O processo mecânico é feito por meio de martelo pneumático ou de rebitadeiras pneumáticas e hidráulicas. O martelo pneumático é ligado a um compressor de ar por tubos flexíveis e trabalha sob uma pressão entre 5 Pa a 7 Pa, controlada pela alavanca do cabo. O martelo funciona por meio de um pistão ou êmbolo que impulsiona a ferramenta existente na sua extremidade. Essa ferramenta é o estampo, que dá a forma à cabeça do rebite e pode ser trocado, dependendo da necessidade.
Abaixo, ilustrado em corte, um tipo de martelo pneumático para rebitagem.

A rebitadeira pneumática ou hidráulica funciona por meio de pressão contínua. Essa máquina tem a forma de um C e é constituída de duas garras, uma fixa e outra móvel com estampo nas extremidades.

Se compararmos o sistema manual com o mecânico, veremos que o sistema manual é utilizado para rebitar em locais de difícil acesso ou peças pequenas. A rebitagem por processo mecânico apresenta vantagens, principalmente quando é usada a rebitadeira pneumática ou hidráulica. Essa máquina é silenciosa, trabalha com rapidez e permite rebitamento mais resistente, pois o rebite preenche totalmente o furo, sem deixar espaço. Entretanto, as rebitadeiras são máquinas grandes e fixas e não trabalham em qualquer posição. Nos casos em que é necessário o deslocamento da pessoa e da máquina, é preferível o uso do martelo pneumático.
Tanto a rebitagem manual como a mecânica podem ser feitas a quente ou a frio. Na rebitagem a quente o rebite é aquecido por meio de fornos a gás, elétricos ou maçarico até atingir a cor vermelho-brilhante. Depois o rebite é martelado à mão ou à máquina até adquirir o formato. Os fornos possibilitam um controle perfeito da temperatura necessária para aquecer o rebite. Já o maçarico apresenta a vantagem de permitir o deslocamento da fonte de calor para qualquer lugar. A rebitagem a quente é indicada para rebites com diâmetro superior a 6,35 mm, sendo aplicada, especialmente, em rebites de aço. A rebitagem a frio é feita por martelamento simples, sem utilizar qualquer fonte de calor. É indicada para rebites com diâmetro de até 6,3 mm, se o trabalho for à mão, e de 10 mm, se for à máquina. Usa-se na rebitagem a frio rebites de aço, alumínio etc.
Tipos de Rebitagem
Os tipos de rebitagem variam de acordo com a largura das chapas que serão rebitadas e o esforço a que serão submetidas.
Assim, temos a rebitagem de recobrimento, de recobrimento simples e de recobrimento duplo.
Rebitagem de recobrimento: Na rebitagem de recobrimento, as chapas são apenas sobrepostas e rebitadas. Esse tipo destina-se somente a suportar esforços e é empregado na fabricação de vigas e de estruturas metálicas.

Rebitagem de recobrimento simples: É destinada a suportar esforços e permitir fechamento ou vedação. É empregada na construção de caldeiras a vapor e recipientes de ar comprimido. Nessa rebitagem as chapas se justapõem e sobre elas estende-se uma outra chapa para cobri-las.

Rebitagem de recobrimento duplo: Usada unicamente para uma perfeita vedação. É empregada na construção de chaminés e recipientes de gás. As chapas são justapostas e envolvidas por duas outras chapas que as recobrem dos dois lados.

Número de Rebites
Quanto ao número de rebites que devem ser colocados, pode-se ver que, dependendo da largura das chapas ou do número de chapas que recobrem a junta, é necessário colocar uma, duas ou mais fileiras de rebites.

Quanto à distribuição dos rebites, existem vários fatores a considerar: o comprimento da chapa, a distância entre a borda e o rebite mais próximo, o diâmetro do rebite e o passo.
O passo é a distância entre os eixos dos rebites de uma mesma fileira. O passo deve ser bem calculado para não ocasionar empenamento das chapas.
No caso de junções que exijam boa vedação, o passo deve ser equivalente a duas vezes e meia ou três vezes o diâmetro do corpo do rebite. A distância entre os rebites e a borda das chapas deve ser igual a pelo menos uma vez e meia o diâmetro do corpo dos rebites mais próximos a essa borda.
O cálculo de distribuição dos rebites é feito por projetistas que deverão levar em conta a finalidade da rebitagem, o esforço que as chapas sofrerão o tipo de junta necessário e a dimensão das chapas, entre outros dados do projeto. Por essa razão, o profissional encarregado pela rebitagem receberá os cálculos já prontos junto com o projeto a ser executado.
Cálculos para Rebitagem
Para rebitar, é preciso escolher o rebite adequado em função da espessura das chapas a serem fixadas, do diâmetro do furo e do comprimento excedente do rebite, que vai formar a segunda cabeça.
Veja a seguir como fazer esses cálculos.
O passo é a distância entre os eixos dos rebites de uma mesma fileira.
O passo deve ser bem calculado para não ocasionar empenamento das chapas.
Cálculo do diâmetro do rebite: A escolha do rebite é feita de acordo com a espessura das chapas que se quer rebitar. A prática recomenda que se considere a chapa de menor espessura e se multiplique esse valor por 1,5 segundo a fórmula:

onde:
d = diâmetro;
(< S) = menor espessura;
1,5 = constante ou valor predeterminado.
Geralmente, os rebites comerciais são fornecidos com as dimensões em polegadas; portanto é necessário escolher um rebite com um valor que mais se aproxime da dimensão obtida em milímetros pelo cálculo.
Cálculo do diâmetro do furo: O diâmetro do furo pode ser calculado multiplicando-se o diâmetro do rebite pela constante 1,06.
Matematicamente, pode-se escrever:

onde:
dF = diâmetro do furo;
dR = diâmetro do rebite;
1,06 = constante ou valor predeterminado.
Cálculo do comprimento útil do rebite: O cálculo desse comprimento é feito por meio da seguinte fórmula:

onde:
L = comprimento útil do rebite;
y = constante determinada pelo formato da cabeça do rebite;
d = diâmetro do rebite;
S = soma das espessuras das chapas.
- Para rebites de cabeça redonda e cilíndrica, temos:

- Para rebites de cabeça escareada, temos:

Defeitos de Rebitagem
É preciso fazer bem- feita a rebitagem para assegurar a resistência e a vedação necessárias às peças unidas por rebites. Os defeitos, por menores que sejam, representam enfraquecimento e instabilidade da união.
Alguns desses defeitos somente são percebidos com o passar do tempo por isso, é preciso estar bem atento e executar as operações de rebitagem com a maior precisão possível.
Os principais defeitos na rebitagem são devidos, geralmente, ao mau preparo das chapas a serem unidas e à má execução das operações nas fases de rebitagem.
Os defeitos causados pelo mau preparo das chapas são:
- Furos fora do eixo, formando degraus: Nesse caso, o corpo rebitado preenche o vão e assume uma forma de rebaixo, formando uma incisão ou corte o que diminui a resistência do corpo.

- Chapas mal encostadas: Nesse caso, o corpo do rebite preenche o vão existente entre as chapas, encunhando-se entre elas. Isso produz um engrossamento da secção do corpo do rebite, reduzindo sua resistência.
- Diâmetro do furo muito maior em relação ao diâmetro do rebite: O rebatimento não é suficiente para preencher a folga do furo. Isso faz o rebite assumir um eixo inclinado, que reduz muito a pressão do aperto.

Os defeitos causados pela má execução das diversas operações e fases de rebitagem são:
- Aquecimento excessivo do rebite: Quando isso ocorre, o material do rebite terá suas características físicas alteradas, pois após esfriar, o rebite contrai-se e então a folga aumenta. Se a folga aumentar, ocorrerá o deslizamento das chapas.

- Rebitagem descentralizada: Nesse caso, a segunda cabeça fica fora do eixo em relação ao corpo e à primeira cabeça do rebite e, com isso, perde sua capacidade de apertar as chapas.

- Mau uso das ferramentas para fazer a cabeça: A cabeça do rebite é rebatida erradamente e apresenta irregularidades como rebarbas ou rachaduras.

- O comprimento do corpo do rebite é pequeno em relação à espessura da chapa: Nessa situação, o material disponível para rebitar a segunda cabeça não é suficiente e ela fica incompleta, com uma superfície plana.

Eliminação dos defeitos
Para eliminar os defeitos é preciso remover a cabeça do rebite. Isso pode ser feito por três processos: com talhadeira, com lima e com esmerilhadeira.
Eliminação com talhadeira: A cabeça do rebite é aberta em duas partes e depois extraída. A cabeça do rebite pode ser extraída inteira, com uma talhadeira trabalhando de lado. Depois de eliminada uma das cabeças, o restante do rebite é extraído com um saca-pinos sobre o qual se aplicam alguns golpes com o martelo.

Eliminação com esmerilhadeira: A esmerilhadeira é uma máquina-ferramenta que desgasta o material por meio da ação abrasiva exercida pelo rebolo. A cabeça do rebite pode ser esmerilhada e o corpo retirado com saca-pinos ou por meio de furação.

Eliminação com lima: A lima é usada quando se trata de chapas finas que não podem sofrer deformações. O corpo do rebite pode ser retirado por meio de furação, com broca de diâmetro pouco menor que o diâmetro do rebite.
Nenhum comentário:
Postar um comentário